想要一睹轧辊钢【不锈钢管生产厂家】诚信经营现货现发产品的风采吗?别犹豫,我们的视频将带您领略产品的每一个精彩瞬间,从细节中感受品质,从画面中捕捉魅力。
以下是:香港轧辊钢【不锈钢管生产厂家】诚信经营现货现发的图文介绍


式中D为工作辊辊径;μ为摩擦系数;K为金属平面变形抗力;E为机械弹性模量。为了轧制出更薄的板带材,必须减小工作辊辊径,采用的工艺润滑剂(见塑性加工工艺润滑),减小金属的变形抗力,增加轧辊的弹性模量,有效地减小轧辊的弹性压扁。现代20辊轧机上采用直径小达10mm的碳化钨轧辊,可轧制厚度小到0.001mm的极薄带钢。
工程上,一般可按下式确定工作辊辊径与成品带材厚度的比例关系 D≤1000h
当增加中间退火和轧制道次时 D≤2000h
采用异步轧制技术可突破上述小可轧厚度的限制,其原理已不同于一般的轧制理论。
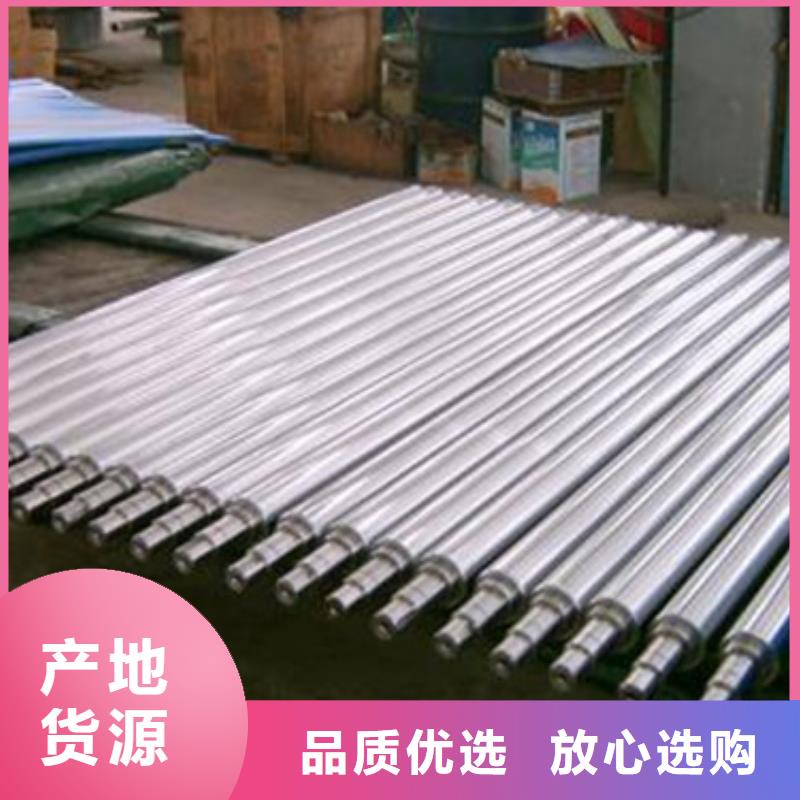
不论热轧或冷轧,轧相都是实现轧制过程中金属变形的直接工具,因此,对轧辊质量要求严格。



新物通物资(香港分公司)始终紧盯 630不锈钢管厂家、12Cr18Ni9不锈钢管厂家、35Crmo合金钢管、42Crmo合金钢管产品发展趋势,不断进行技术革新改造和新产品的研发,使公司在 630不锈钢管厂家、12Cr18Ni9不锈钢管厂家、35Crmo合金钢管、42Crmo合金钢管领域积累了丰富的经验,研发制造能力始终处于行业水准之上。公司技术力量雄厚,建立了高素质、率、经验丰富的研发团队和管理人才,具有成熟的销售网络、完善的售后服务体系。公司秉承“服务尽善尽美,技术精益求精”的经营理念,得到了广大客户及同行业朋友的一致认可与好评。


1、检查冷轧带肋钢筋外形尺寸是否合乎标准,决定是否更换轧辊。
2、要经常检查导向模、除锈辊及应力辊的磨损情况,定时更换,定期清理散落在设备各处的盘条氧化皮。
3、更换轧辊或轴承后,必须重新调节孔型。润滑剂、冷却液应经常补足。
4、定期检查传动系统的磨损情况,适时更换、维修。
5、须定期为各润滑部位进行清理擦拭,并加注润滑剂。
6、开机前需检查各部件和工作开关是否处于正常工作位置。
7、更换轧辊时,应检查轴承是否失效和轴承内套有否松动,若有异常,应将轴承间隙调小至轧辊能转动,并在轴承内加注足够的耐热钠基润滑脂。8、调节压下时,严禁辊片之间相互接触、顶撞,应调压下辊片,辊片之间应有间隙,否则损坏辊片。



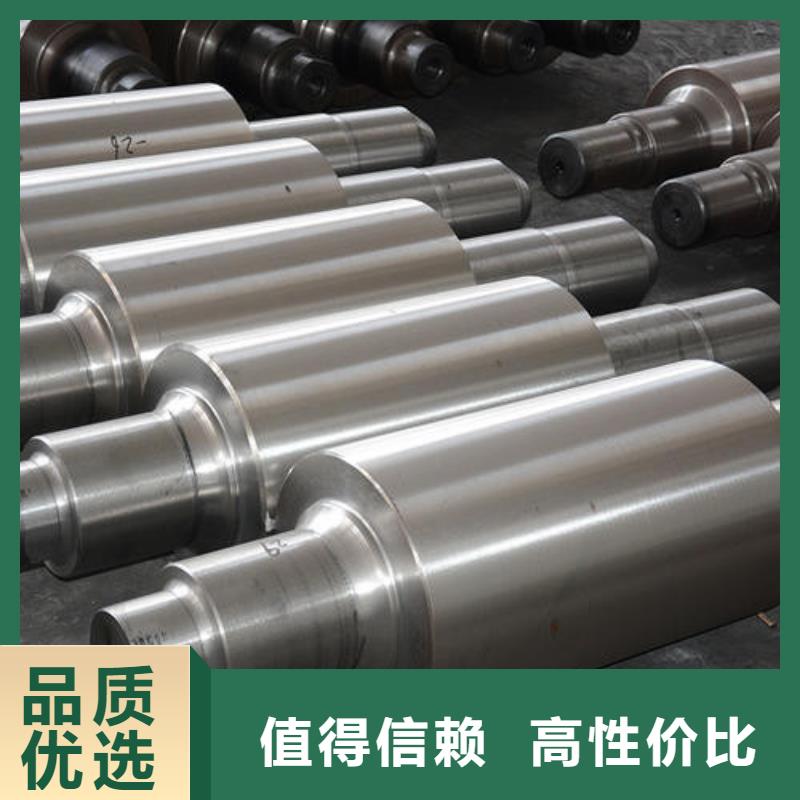
高钨高速钢轧辊是在常规高速钢轧辊材l料基础上,添加一定比例的W、CO(Wmax=12%,Co≤2%)合金元素,运用独特的工艺技术浇注而成。采用特殊高温淬火(淬火加热温度≥1150℃)加多次回火热处理工艺,得到具有良好高温稳定性的回火马氏体组织。粒状、棒状MC、M2C、M6C型碳化物镶嵌在马氏体组织中,使轧辊具有非常优异的抗磨损性能;据统计,高钨高速钢轧辊使用于棒材轧机的K1、K2、K4机架,过钢量比常规高速轧辊有较大提高。
无限冷硬铸铁轧辊,以其工作层中有细小的石墨析出物为特征而区别于冷硬铸铁轧辊,石墨均匀分散在整个辊身截面,其数量和尺寸随深度而增加,由于增加了Mn、Cr、Ni、Mo等合金元素,加上少量细小的石墨的存在,提高了轧辊的抗剥落性、抗热裂和抗磨损等性能,表面的细石墨空隙还能改善轧辊的咬入能力。





 扫一扫
扫一扫